路径分离
路径分离功能可以清除路径组中的被选中路径的快速抬刀路径。抬刀路径是连接两条路径的路径,用绿线表示。

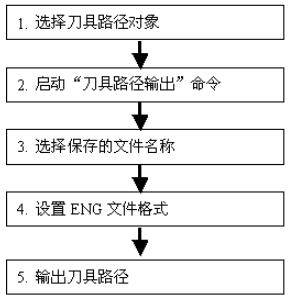
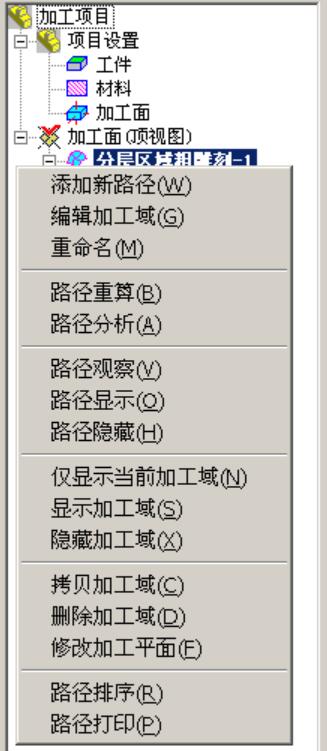
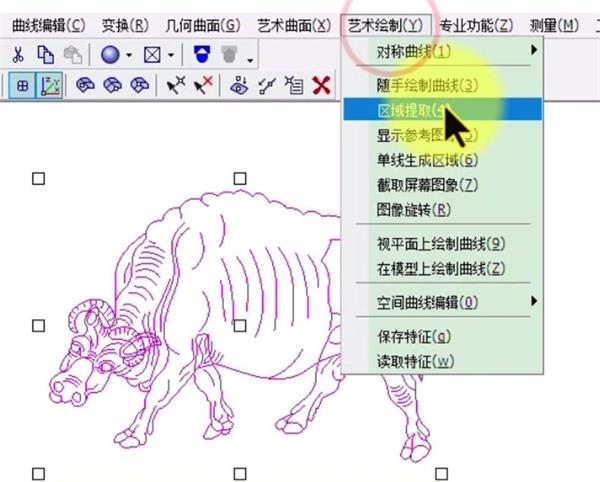
▲图1 路径分离、反向和删除的导航窗口
1)选择菜单命令;
选择界面的“路径编辑”>>“路径分离”命令,操作界面的右边会弹出如图1所示的导航窗口。该导航窗口有两个列表框,第一个提示用户拾取路径组,第二个提示用户拾取被选中路径组中的路径。
2)选择路径组;
选择一个要分离的路径组。也可以用鼠标左键点击第一个列表框,激活这个命令,重新选择路径组。路径组的名字显示在第一个列表框中,如图1所示。
3)选择路径组中的路径。
选择完路径组后,点击第二个列表框,激活该命令,可以选择路径;也可以在选择完路径组后,点击鼠标右键,切换到这个命令中,以便拾取单条路径。用户只能选中被选中路径组中的路径,在这个列表框中,可以使用“ctrl”键反选已经选择的路径。被选中的路径列在第二个列表框中。选择完毕后,点击“确定”按钮,就可实现这个操作。
参数定义:
路径组分离复选框:选中这个复选框,是分离整个路径组,而且第二个列表框中的选项将被清除掉,并且这个列表框变为不可用状态。
注意:
1)操作顺序只能是先拾取路径组,然后再拾取该路径组中的路径。
2)复选框的级别高于第二个列表框。即,如果选中路径组分离复选框,第二个列表框将不起作用。
3)路径组只能拾取一个。用户可以在拾取路径组状态下拾取其它的路径组。
举例:
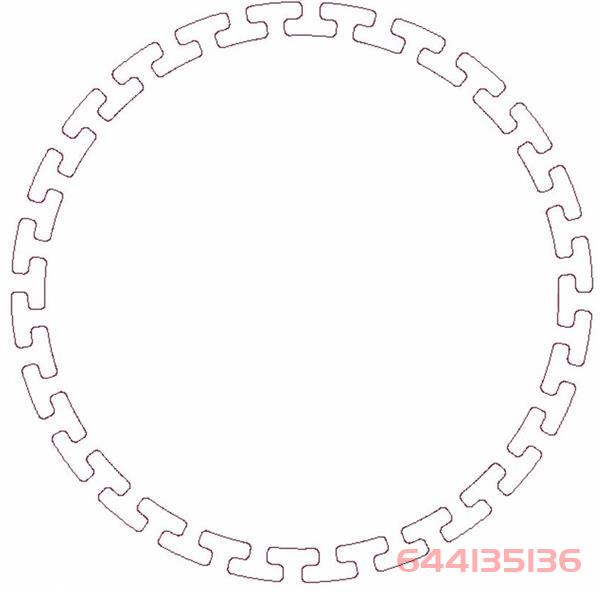
当拾取到如图2所示的路径组后,该路径组变成绿色,第一个列表框中会出现这个路径组的名称,这个路径组有两层路径。然后点击第二个列表框,这时系统提示用户拾取该路径组中路径。

▲图2 路径组
选择下面的那条路径,该路径的名字会出现在第二个列表框中。选择“确定”按钮,就将该路径中的快速抬刀删除了,效果如图3所示。

▲图3 单条路径分离
如果选择了路径组分离复选框,则会删除整个路径组中的快速抬刀,效果如图4所示。

▲图4 路径组分离