刀具路径排序
系统按照路径生成的先后顺序记录了这些路径加工时的先后顺序。由于生成路径是个反复的过程,在路径生成时用户很可能已经不记得这些路径生成的先后顺序,或者这些路径的先后顺序不是加工的先后顺序。此时,就需要用刀具路径排序功能,对路径进行排序。
刀具路径排序功能对所有可见的路径排序。在任何状态下都可以启动刀具路径排序命令。但系统要求当前可见路径对象的个数必须不小于2,否则系统会弹出如图1所示的对话框,表示路径不需排序。如果可见路径超过一个,系统将启动如图2所示的排序工具条,用户可以按照某种方式排序。

▲图1 不需排序

▲图2 排序工具条
路径排序方式共分为三种类型,即选择排序、手工排序和自动排序。
1、选择排序
只有在选择了路径对象的情况下才/有效。如果一次选择了多个路径,选择排序过程不改变选择对象内部的先后次序;如果多个选择的路径中间还有其他路径,通过排序后,选择的路径变成紧密排列的路径,中间没有选择的路径会被排到选择路径之前或之后。选择排序方式包括移到最小序号、移到最大序号、减小序号、增大序号、移到…之前、移到…之后等几种。
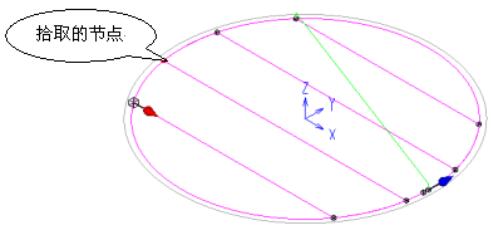
选择排序方式必须先选择一条或多条路径,然后调整加工次序。所选择的路径变为黑色,且有一个黑色虚线框框住被选择的路径。所有的路径在起点处有一个红色小方格,方格旁边有一个数字。它表示该路径的加工序号,路径中间的连线表示刀具从一个路径移到下一个路径的路线,如图3所示。

▲图3 路径序号,“b”被选择
2、手工排序
用户依次指定雕刻加工次序。只有在没有选择任何路径的情况下,手工排序才有效。系统提供的手工排序方式只有指定路径序号一种。
3、自动排序
用户依次指定雕刻加工次序。只有在没有选择任何路径的情况下,自动排序才有效。系统提供的自动排序方式只有路径自动排序一种。
参数含义:
移到最小序号
选择排序类型,将选择的路径定为最先加工的路径。
移到最大序号
选择排序类型,将选择的路径定为最后加工的路径。
减小序号
选择排序类型,将选择的路径提前一个加工序号。
增大序号
选择排序类型,将选择的路径退后一个加工序号。
移到…之前
选择排序类型,将选择的路径提前到某个基准路径之前。作为基准的路径必须不是选择的路径,否则排序无效。
移到…之后
选择排序类型,将选择的路径提前到某个基准路径之前。作为基准的路径必须不是选择的路径,否则排序无效。
指定路径序号
手工排序类型,用户从第一个路径开始,一直指定到最后一个路径,指定序号的过程是不能倒退的。
路径自动排序
自动排序类型,用户从第一个路径开始,一直指定到最后一个路径,指定序号的过程是不能倒退的。
如果自动排序后的结果和原始路径的次序相同,系统提示“现有次序与自动排序结果相同”,如图4所示。

▲图4 路径序号相同
如果自动排序后的连刀路径长度比原始路径的连刀路径长,系统则提示“现有次序比自动排序的效果好”,如图5所示。

▲图5 自动排序效果不理想
选择“是”,系统使用自动排序的效果;选择“否”,系统保留现有的次序。
显示路径序号
显示路径序号1,2,3等。当路径个数很多时,关闭显示路径序号可以提高显示的清晰度。