行切走刀
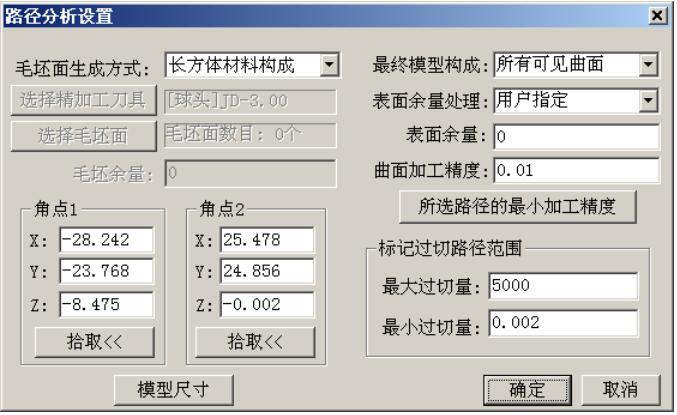
行切走刀是按照行切角度以直线运动来进行切削。行切走刀参数有兜边一次、兜边量、路径角度、往复走刀、最少抬刀和优化走刀方向,参看图1。

▲图1 行切走刀参数
兜边一次:
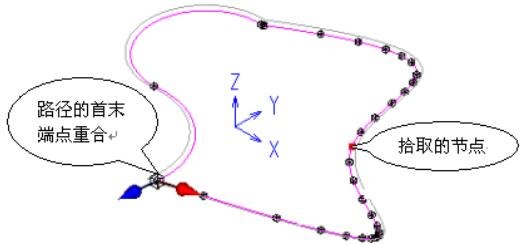
一般行切走刀完成后,都要沿着边界再切削一次,用于切除行与行在轮廓边界位置的残留量,如图2所示。该复选框一般都被选中。

▲图2 兜边一次和兜边量
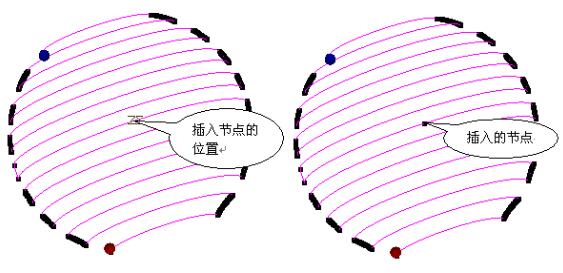
兜边量:
直线路径端点和兜边路径之间的距离称为兜边量。兜边量的大小在行切走刀时会预留,以便兜边时切除。在区域雕刻时一般都要选择“兜边一次”,兜边量一般在0.01~0.03之间,如图2所示。。
路径角度:
直线路径和水平直线之间的夹角称为行切角度,调整行切角度可以增大直线路径的长度,提高加工效率,如图3所示。

▲图3 行切角度
往复走刀:
选择往复走刀,则会走Z字形的路径,来回切削;否则为单向走刀,往一个方向走刀时加工,之后提刀走到起点,再加工。往复走刀的效率要比单向走刀要高,是雕刻加工中最常用的走刀方式。
最少抬刀:
选择最少抬刀复选框,系统会尽量减少抬刀的次数。
优化走刀方向:
选择该复选框,走刀方向会尽量沿着加工域较宽的方向走刀。