
当前位置:首页
> 第117页
分层区域曲面粗雕刻

分层区域粗雕刻是一层一层的切削工件,在加工过程中,控制刀具路径在固定深度切削,像等高线一般,和精加工中的等高外形加工相对应。该方法主要用于曲面较复杂、侧壁较陡峭或者较深的场合。由于分层区域在加工过程中高度保持不变,所以该加工方法能够大大地提...
三维清角
三维清角是一种特殊的区域修边方式,它利用锥刀的几何特征最大限度的去除区域内部需要雕刻的材料,保证清晰的区域形状。三维清角的雕刻参数有清角方式、修边量、修边次数、上次刀尖直径、禁止向下清角和忽略外边框,参考图1。...
区域修边
区域修边一般是在区域粗雕刻之后使用的,因为粗雕刻后的区域的侧面效果不好,可能有毛刺。为了获得良好的边界效果和尺寸精度,一般都要采用区域修边。区域修边的雕刻参数有修边量、修边次数、模糊修边、最少抬刀和忽略外边框,参考图1。...
残料补加工
在雕刻复杂区域的过程中,为了提高雕刻效率,通常需要用大直径刀具完成粗雕刻。但是大直径刀具会在内角位置留下很大的残留量。有些窄小的区域,刀具也无法雕刻。在精雕刻过程中,残料补加工功能可以根据粗雕刻刀具和精雕刻刀具的大小关系自动计算出残料位置,...
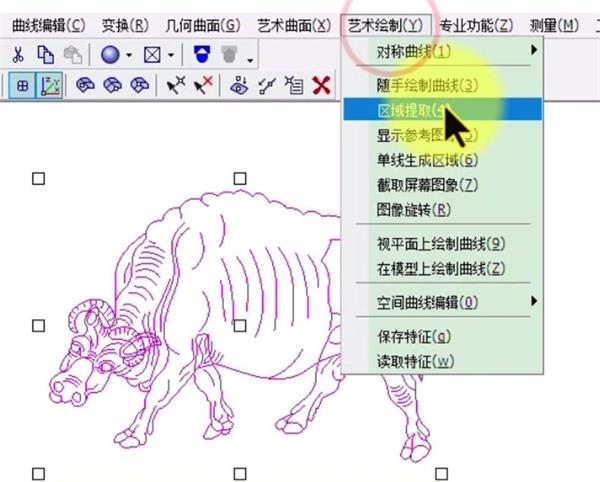
区域粗雕刻
用户通过绘图、扫描描图等方式得到一个区域的边界曲线。有了这个边界曲线,就可以使用区域粗雕刻功能了。适合区域雕刻的图案可以是任何图形或文字,但是这些图形必须是一个个的轮廓曲线,满足封闭、不自交,不重叠的原则,否则生成的路径可能会出现偏差。...


- 最新文章
-
2025-04-26

2025-04-25

2025-04-24

2025-04-22

2025-04-14

2025-04-12
2025-04-11

2025-04-09
- 热门阅读
-
305533 浏览教材订购

297649 浏览教材订购
264531 浏览常见问题
130109 浏览常见问题

126477 浏览常见问题
94548 浏览常见问题
84204 浏览精雕软件
65230 浏览常见问题
- 标签列表
-